MIM Technology
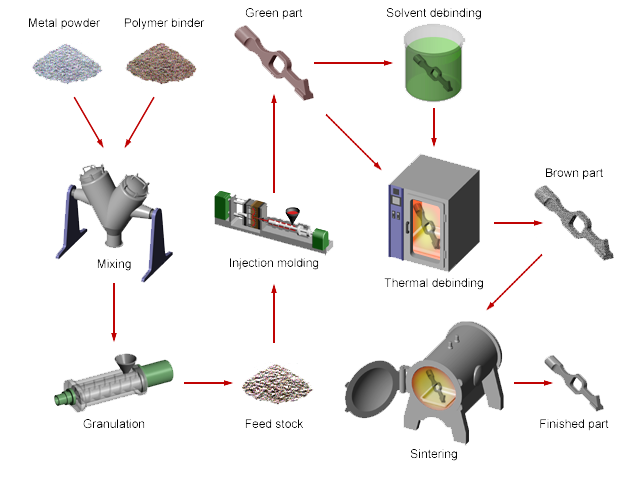
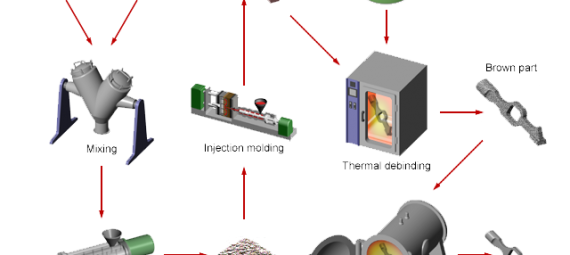
The Metal Injection Moulding process combines the design flexibility of plastic injection molding with the strength and integrity of wrought metals to offer cost effective solutions for highly complex part geometries. The Metal Injection Moulding process is typically explained as four unique processing steps (Compounding, Molding, Debinding and Sintering) to produce a final part that may or may not need final finishing operations.
MIM technology procedures
COMPOUNDING

Fine metal powder less than 20µ particle size is blended with thermoplastic and wax binders in precise amounts. The metal powder to binder ratio is approximately 60:40 by volume. The blend is placed in special mixing equipment and heated to a temperature causing the binders to melt. The mass is mechanically mixed until the metal powder particles are uniformly coated with the binders. The mass is cooled and then granulated into free flowing pellets (termed feedstock) that will be accepted by the injection molding machine.
MOULDING
Injection molding is identical in equipment and technique to how plastic injection molding takes place. The pelletized feedstock is fed into a machine where it is heated and injected into a mold cavity under high pressure. The part is allowed to cool and then ejected form the mold so the process can repeat. Since only the binders melt (to carry the metal powders), the entire process happens at about 200° C. The tooling can be of multiple cavities for high production rates. The mold cavity is sized approximately 20% larger to compensate for shrinkage that takes place during sintering. The shrinkage change is precisely known for each material.
DE-BINDING
De-binding is a process where the binder materials are removed from the molded component. This process is usually done in several steps whereby the majority is removed before the sintering step, leaving behind only enough binder to handle the parts into the sintering furnace. De-binding can be accomplished by multiple methods, the most popular being solvent extraction. After de-binding the part is now semi-pourous which allows the remaining binder to easily escape during sintering.
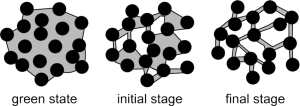
SINTERING
The debound parts are placed on ceramic setters which are loaded into a high temperature, atmosphere controlled furnace. The parts are slowly heated in a protective atmosphere to drive out the remaining binders. Once the binders are evaporated, the part is heated to high temperature where the void space between the particles is eliminated as the particles fuse together. The part shrinks isotropically to its design dimensions and transforms into a dense solid. The sintered density is typically greater than 97% of theoretical for most materials. The high sintered density gives the product properties that are similar to wrought materials.
FINISHING
Depending upon final requirements, certain finishing operations may be performed to the sintered part. To improve physical properties, heat treatment can be done as on any metal. Any type of machining operations can be performed to achieve tolerances that are more precise than what the process can capably supply. Plating and coatings can be readily applied due to the high material density. Numerous mechanical assembly techniques such as welding or cold working can also be successfully used.